سنج فشار دیافراگم از جنس استنلس استیل
Cat:سنج
◆ مدل : YEB60 YEB100 YEB150 ◆ استفاده: این سری از سازها برای اندازه گیری میکرو فشار کم گاز بدو...
جزئیات را مشاهده کنید


تجزیه و تحلیل علل: محیط اطراف، مواد، تایید / مداخله انسانی، قانون تایید، موسسه تست شخص ثالث، استفاده از ماشین
محیط اطراف:
· اختلاف فشار بین داخل و خارج ظرف.
· فرآیند حمل و نقل یا نصب تحت تأثیر نیروی خارجی قابل توجهی قرار گرفت.
· انسداد سوراخ دمپر.
مواد:
· ترک خوردگی جزء الاستیک.
· نقص در ظاهر اجزای کشسان.
· مواد اولیه جزء الاستیک عملکرد ذاتی ضعیفی دارند.
تأیید / مداخله انسانی:
· موقعیت های جوشکاری در حین نشت فرآیند تولید.
· پیچ مکانیسم زمان سفت نشده است و نشانگر محکم فشرده نشده است.
·عملکرد نامناسب در طول فرآیند نصب در محل.
قانون تایید:
· در مرحله اولیه تولید، جوشکاری تحت فشار نگه داشته شد اما پس از آن عملیات پیری انجام نشد.
·هنگام کالیبراسیون گیج فشار، کالیبراسیون مورد نیاز انجام نشد.
موسسه آزمون شخص ثالث:
·هنگام برداشتن یا پایین آوردن با احتیاط برخورد نکرد.
· فشار تجهیزات تشخیص 15٪ تا 20٪ از محدوده فشار سنج فراتر می رود.
ماشین:
· استفاده از تجهیزات باعث افزایش و کاهش فشار لحظه ای قابل توجهی می شود.
· فشار تجهیزات بیش از محدوده فشار سنج است.
| نه | بخشی که مشکلات بوجود می آید | توصیف پدیدارشناسی | یادداشت ها | ||||||
| 1 | پس از اینکه جوش تحت فشار قرار گرفت، هیچ درمان پیری انجام نشد | پس از اینکه اجزای الاستیک تحت فرآیندهای جوشکاری و حفظ فشار قرار گرفتند، برای از بین بردن استرس داخلی باید مدتی را برای پیری سپری کنند. اگر پیری انجام نشود، پس از تنظیم دقیق، پس از قرار گرفتن برای مدتی، استرس از بین می رود و موقعیت اشاره گر به سمت پایین حرکت می کند. در نتیجه، نشاندهنده برد کاهش مییابد و بازده منفی صفر در سنج نوع شمارهگیر غیرمحدود رخ میدهد. | بر این اساس که آیا تظاهرات استرس فرد با این دیدگاه مطابقت دارد یا خیر | ||||||
| 2 | در صورت نیاز کالیبره نشده است | در طول فرآیند تنظیم، فقط شاتون و مهره تنظیم را می توان تنظیم کرد. اگر لوله فنر جابجا شود، تغییر شکل می دهد. پس از تغییر شکل، یک اثر تاخیر الاستیک وجود خواهد داشت. پس از قرار گرفتن برای مدتی، موقعیت اشاره گر تغییر می کند و دیگر به صفر بر نمی گردد | آیا تامین کنندگان شما اقدامات کنترل کیفیت سختگیرانه ای را در طول فرآیند تولید اجرا کرده اند؟ | ||||||
| 3 | اختلاف فشار بین داخل و خارج ظرف | نشانگر فشار سنج جابجایی غیرعادی را نشان می دهد که در نتیجه نشانگر نادرست است. این مشکل با کاهش دامنه فشار سنج بیشتر می شود. به دلیل عدم درک کاربران، احتمال بروز این مشکل بیشتر است. پس از اتمام فشار سنج و نصب دوشاخه روغن، فضایی درزبندی شده در داخل گیج ایجاد می شود. در این مرحله، فشار اتمسفر داخل حفره با فشار اتمسفر خارجی مطابقت دارد. هنگامی که فشار اتمسفر خارجی تغییر می کند، اختلاف فشار داخلی و فشار ایجاد می شود | به طور کلی، زمانی که این مشکل رخ می دهد، نشان می دهد که جابجایی اشاره گر صفر نسبتاً کم است. | ||||||
| 4 | سوراخ میرایی مسدود شده است | هنگامی که محیط اندازه گیری شده حاوی ناخالصی باشد، آنها در موقعیت سوراخ میرایی جمع می شوند. در نهایت دچار گرفتگی می شود و در نتیجه پدیده هایی مانند کار نکردن گیج فشار، برنگشتن به صفر و گیر افتادن آن رخ می دهد. | از نظر نشتی هوا قابل بررسی است | ||||||
| 5 | فرآیندهای حمل و نقل و نصب تحت تأثیر نیروی خارجی قابل توجهی قرار دارند | به دلیل تاثیر نیروی خارجی، مکانیسم انتقال داخلی باعث جابجایی می شود و در نتیجه به صفر نمی رسد. | این پدیده زمانی رخ می دهد که گیج فشار از بسته بندی خارج می شود یا در حین مراحل نصب و رفع اشکال رخ می دهد. به صفر بر نمی گردد و در مرحله استفاده رخ نخواهد داد. | ||||||
| 6 | افزایش و کاهش لحظه ای قابل توجهی در فشار هنگام استفاده از تجهیزات وجود دارد | افزایش و کاهش قابل توجه فشار لحظه ای، مقدار تجمعی تغییر شکل باقیمانده اجزای الاستیک را افزایش می دهد، عمر مفید اجزای الاستیک را کوتاه می کند و باعث می شود که پدیده غیر صفر زودتر رخ دهد. این پدیده منجر به افزایش قطر خارجی لوله فنر می شود. | قطعات معیوب را برای اندازه گیری ها بررسی کنید و بررسی کنید که آیا ابعاد قطعات استفاده نشده و نقشه ها تغییر کرده است یا خیر. می توان آن را بر اساس وضعیت واقعی محصولات خود تعیین کرد. | ||||||
| 7 | استفاده از گیج فشار تجهیزات فراتر از محدوده اندازه گیری آن | اگر گیج فشار به درستی وصل شده باشد، نوع اشتباه انتخاب شود یا فشار تجهیزات ناپایدار باشد و در نتیجه فشار بیش از حد ایجاد شود، باعث تغییر شکل دائمی لوله فنر می شود که منجر به قرائت غیر صفر، جدا شدن دندانه های سکتور و غیره می شود. در چنین مواردی، ضخامت لوله فنر به دلیل قطر یا فشار بیش از حد افزایش می یابد. | قطعه معیوب را برای اندازه گیری ها بررسی کنید، آنها را با قطعات استفاده نشده و ابعاد مطابق نقشه ها مقایسه کنید و بررسی کنید که آیا ضخامت دیواره لوله فنر به میزان قابل توجهی افزایش یافته است. می توان آن را بر اساس وضعیت واقعی محصولات خود تعیین کرد. | ||||||
| 8 | نشتی موقعیت جوش | عیوبی مانند جوشکاری ناقص، ترک های جوش، اجزای جوشکاری، زیر برش، همجوشی ضعیف و لحیم کاری ناکافی می توانند منجر به نشتی در محل جوش شوند. این ممکن است منجر به نشان دادن فشار نادرست و عدم بازگشت به صفر شود. | گیج فشار را جدا کنید تا نقاط نشتی را بررسی کنید. | ||||||
| 9 | عملکرد نامناسب در طول مراحل نصب | هنگام نصب و سفت کردن گیج فشار، از آچار برای چرخاندن موقعیت دسته گیج استفاده کنید. سر گیج را به زور حرکت ندهید. اگر هد گیج کج شود، باعث کج شدن صفحه نیز می شود و در نتیجه پدیده هایی مانند گیرکردن نشانگر یا عدم بازگشت آن به صفر می شود. | گیج فشار را می توان برای بازرسی جدا کرد تا بررسی شود که آیا ظاهر در شرایط خوبی است یا خیر. | ||||||
| 10 | اشاره گر محکم فشار داده نمی شود | پس از اتمام تنظیم، اگر در هنگام نصب نشانگر چسب بی هوازی اعمال نشود یا اگر اشاره گر به آرامی ضربه نخورد، در حین استفاده، به خصوص در محیطی با لرزش، ممکن است نشانگر شل شود و در نتیجه نشانگر نادرست باشد. این مشکل اغلب در میان کارکنان جدید که با روش های عملیاتی آشنایی ندارند و احتمال وقوع آن به طور کلی کم است رخ می دهد. | گیج فشار را جدا کنید و بررسی کنید که آیا نشانگر به طور ایمن نصب شده است. | ||||||
| 11 | پیچ های حرکت سفت نمی شوند | پیچ ها به درستی سفت نشده بودند. در حین استفاده، به خصوص در محیطهای دارای لرزش، پیچها شل میشوند و باعث میشود موقعیت اولیه کل مکانیسم انتقال تغییر کند و در نتیجه قرائتهای نادرست یا عدم بازگشت به صفر انجام شود. این مشکل اغلب در میان کارکنان جدید که با روش های عملیاتی آشنایی ندارند و نرخ وقوع نسبتاً پایینی دارد، رخ می دهد. | گیج فشار را جدا کرده و بررسی کنید که آیا پیچ های حرکتی به طور ایمن نصب شده اند یا خیر. | ||||||
| 12 | ترک خوردگی اجزای الاستیک | در حین کارکرد گیج، لوله فنر گیج ترک خورده و باعث تغییر شکل لوله فنر می شود. در نتیجه، گیج فشار پدیده هایی مانند عدم بازگشت نشانگر به صفر و عدم عملکرد صحیح را نشان داد. | گیج فشار را جدا کرده و بررسی کنید که آیا در اجزای غیر الاستیک ترک وجود دارد یا خیر. | ||||||
| 13 | نقص در ظاهر اجزای الاستیک | در طول فرآیند ساخت و حمل و نقل قطعات الاستیک، خراش های خارجی قابل توجهی بر روی سطوح آنها وجود دارد که باعث ایجاد نقاط تمرکز تنش می شود. این نقاط به مرور زمان منجر به ترک و در نهایت ترک خوردن اجزا می شوند. | گیج فشار را جدا کرده و بررسی کنید. بررسی کنید که آیا ظاهر در وضعیت خوبی است یا خیر، به دنبال هرگونه خراش یا فرورفتگی باشید و هرگونه ترک در اجزای الاستیک را بررسی کنید. | ||||||
| 14 | عملکرد جزء الاستیک ضعیف است. | اجزای الاستیک به خودی خود دارای ویژگی هایی مانند اثر الاستیک، تاخیر الاستیک و تغییر شکل باقیمانده تجمعی هستند. این ویژگی ها توسط مواد و فرآیند عملیات حرارتی لوله فنری تعیین می شود. با افزایش زمان استفاده، کشش به تدریج کاهش می یابد و در نتیجه خطاهای نشانگر، بازگشت غیر صفر به صفر و غیره رخ می دهد. این امر با ویژگی های ذاتی اجزای کشسان تعیین می شود و اجتناب ناپذیر است. زمان وقوع این دلیل بستگی به کیفیت مواد دارد. این پدیده باعث می شود قطر خارجی لوله فنر به تدریج افزایش یابد. | اندازه گیری قطعه معیوب را بررسی کنید و آن را با ابعاد قطعه استفاده نشده و نقشه ها مقایسه کنید تا ببینید آیا افزایشی وجود دارد یا خیر. بستگی به موقعیت واقعی خود فرد دارد. | ||||||
با توجه به اینکه آیا تغییراتی در داده های اندازه گیری واقعی قطر خارجی و ضخامت دیواره لوله فنر وجود دارد یا خیر، به شرح زیر است:
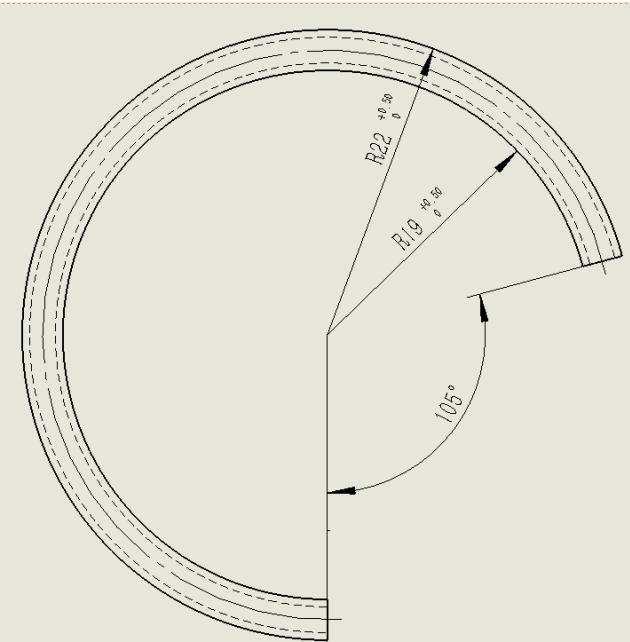
به عنوان مثال لوله بوردون نوع Y60 را در نظر بگیرید
قطر بیرونی لوله فنر باید 44 میلی متر (0، 1) باشد (همانطور که در تصویر 1 نشان داده شده است)
اندازه اندازه گیری شده محصول استفاده نشده 44.12 میلی متر است (همانطور که در شکل 2 نشان داده شده است).

بیایید گیج فشار مدل Y60 را مثال بزنیم که در آن نشانگر به صفر نمی رسد. آیا اکنون به دلیل بروز فشار بیش از حد و فشار ناپایدار در هنگام استفاده متوجه شدید؟
اقدامات اصلاحی و پیشگیرانه ارائه شده توسط شرکت ما به شرح زیر است:
تصحیح:
قطعات جوش داده شده محصولات را برگردانید، قطعات جوش داده شده را جایگزین کنید، آنها را مجددا نصب و کالیبره کنید و برای تعویض به تامین کننده ارسال کنید.
اقدامات اصلاحی:
1. شرکت ما مواد ورودی را برای عملکرد مواد بازرسی می کند و شدت آزمایش را افزایش می دهد تا از ثبات عملکرد مواد ورودی اطمینان حاصل کند و میزان نقص را کاهش دهد.
2. برقراری ارتباط مؤثر خوب و نزدیک با مسئولین واحدهای همکار. تامین کننده و مشتری باید به طور مشترک عوامل غیر صفر را بررسی کنند و با یکدیگر برای تقویت کنترل برای کاهش بروز نقص همکاری کنند.

◆ مدل : YEB60 YEB100 YEB150 ◆ استفاده: این سری از سازها برای اندازه گیری میکرو فشار کم گاز بدو...
جزئیات را مشاهده کنید
◆ مدل: YLM60 YLM100 YLM150 ◆ کاربرد: این سری از سازها ابزارهای ویژه ای برای تشخیص دمای پایین ی...
جزئیات را مشاهده کنید
◆ مدل: y¨-ml y¨-mf y¨-mg y¨-mz y¨-mk y¨-mn y¨-ms ◆ کاربرد: با توجه به ساختار اندازه گیری غیرمس...
جزئیات را مشاهده کنید
◆ مدل: YXCM100 YXCM150 ◆ موارد استفاده: این نوع ابزار یک جایگزین ایده آل برای سنج ...
جزئیات را مشاهده کنید
1. نمای کلی این فرستنده فشار دارای حساسیت بالا، دقت بالا و توانایی ...
جزئیات را مشاهده کنید
◆ مدل: WSSX411 شرح WSSX511 شرح ◆ مقدمه: ...
جزئیات را مشاهده کنید
سیستم هشدار نظارت بر محموله مایع ، توافق نامه های مؤثر ، امنیت قوی و ثبات را در اولویت قرار می ده...
جزئیات را مشاهده کنید
سیستم DCS با یک معماری باز طراحی شده است و امکان ادغام یکپارچه و انعطاف پذیری در محیط های صنعتی پ...
جزئیات را مشاهده کنید
سیستم SIS برای ارائه امنیت و قابلیت اطمینان استثنایی در محیط های خطرناک طراحی شده است. این عملیات...
جزئیات را مشاهده کنید
فرستنده فشار YSZK برای محیط های خواستار طراحی شده است ، به طور مؤثر در دماهای مختلف از -30 ℃ تا 8...
جزئیات را مشاهده کنید


